过程设置
1. 模块概述
核心功能: 过程设置模块是LMES系统中用于配置生产过程控制规则的核心功能。它允许管理员针对不同产品型号、配方和工序,精细化设置质量检测、信息流转和异常监控规则,确保生产过程的标准化执行和质量可追溯性。
- 组件标识: ProcessConfiguration
- 组件名称: 过程配置
- 组件分类: run (插件)
2. 功能介绍
界面总览
过程设置模块采用按钮布局,主界面包含以下区域:
- 顶部按钮:提供6大配置类别的快速切换
- 搜索与筛选区域:位于右上角,支持关键词快速定位
- 配置数据表格:以表格形式展示所有产品的过程配置规则

2.1 筛选功能
筛选选项卡(默认选中)用于浏览所有产品的过程配置总览。如上图所示,数据表格包含以下关键列:
- 产品型号:显示产品的唯一标识(如"日志测试"、"测试产品型号"等)
- 配方名称:关联的生产配方(如"日志配方名称1"、"测试配方"等)
- 工序编号:具体工序的编码(如"PLA_GX1"、"PLA_GX2")
- 工序名称:工序的可读名称(如"GX1_卷材自动开卷"、"GX2_板材清洗去油")
- 配置状态列:各列显示该工序已配置的规则(以"主产品:..."或"主产品:工序A1、工序A2..."形式展示)
右上角的搜索框允许用户通过"请输入关键字"快速过滤配置记录。
2.2 漏工序检测设置
漏工序检测用于监控产品是否遗漏了必须执行的检测工序。点击漏工序检测设置选项卡,然后点击表格中某行的"漏工序检测"列内容,将弹出配置对话框。

如上图所示,配置对话框包含:
-
基本信息区域:
- 显示当前配置的产品型号(如"日志测试")
- 显示当前工序(如"PLA冲压线-GX1_卷材自动开卷")
-
检测配置区域:
- 新增按钮(蓝色加号图标):点击后可添加新的检测配置
- 编辑按钮(笔形图标):修改现有配置
- 删除按钮(叉号图标):移除配置项
- 数据表格:显示"检测部品"和"检测工序名称"两列
-
操作按钮:对话框右下角提供取消和确认按钮
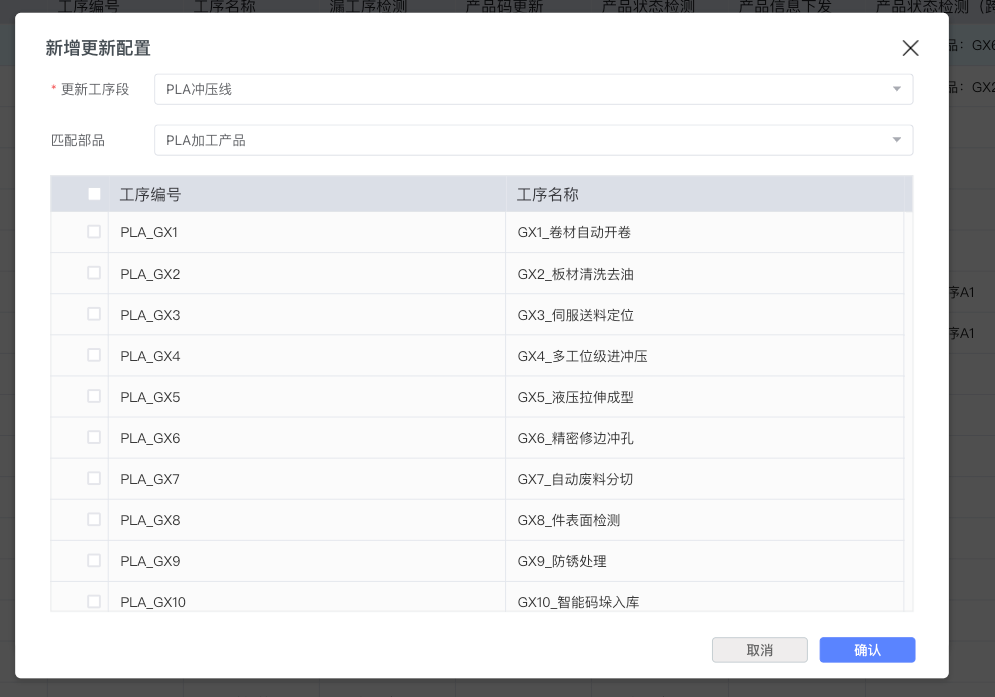
点击新增按钮后,系统将弹出工序选择界面:

此界面包含:
- 检测部品下拉框:选择检测对象(如"主产品")
- 工序列表表格:包含"工序编号"和"工序名称"两列,每行前方有复选框供选择
- 列表显示了该产品的所有可用工序(如"PLA_GX1 - GX1_卷材自动开卷"、"PLA_GX2 - GX2_板材清洗去油"等)
选择完毕后,点击右下角的确认按钮完成配置,点击取消则放弃本次操作。
2.3 产品码更新设置
产品码更新功能用于指定��在哪些工序完成后需要更新产品的码信息。点击产品码更新设置选项卡进行配置。

配置对话框结构与漏工序检测类似,包含:
- 基本信息:显示产品型号和当前工序
- 更新配置区域:
- 工具栏提供新增、编辑、删除三个操作按钮
- 表格显示"匹配部品"和"更新新工序名称"
点击新增按钮后,弹出工序选择界面:
2.4 产品信息下发设置
产品信息下发功能用于配置在哪些工序需要将产品信息下发到设备或系统。点击产品信息下发设置选项卡进行配置。

配置对话框包含:
- 基本信息:显示产品型号和当前工序
- 下发配置区域:
- 操作按钮:新增、删除
- 数据表格:显示"数据源"、"类型"、"工序段"、"工序名称"、"下发类型"、"下发数据"等列

点击新增按钮后,弹出参数配置界面:
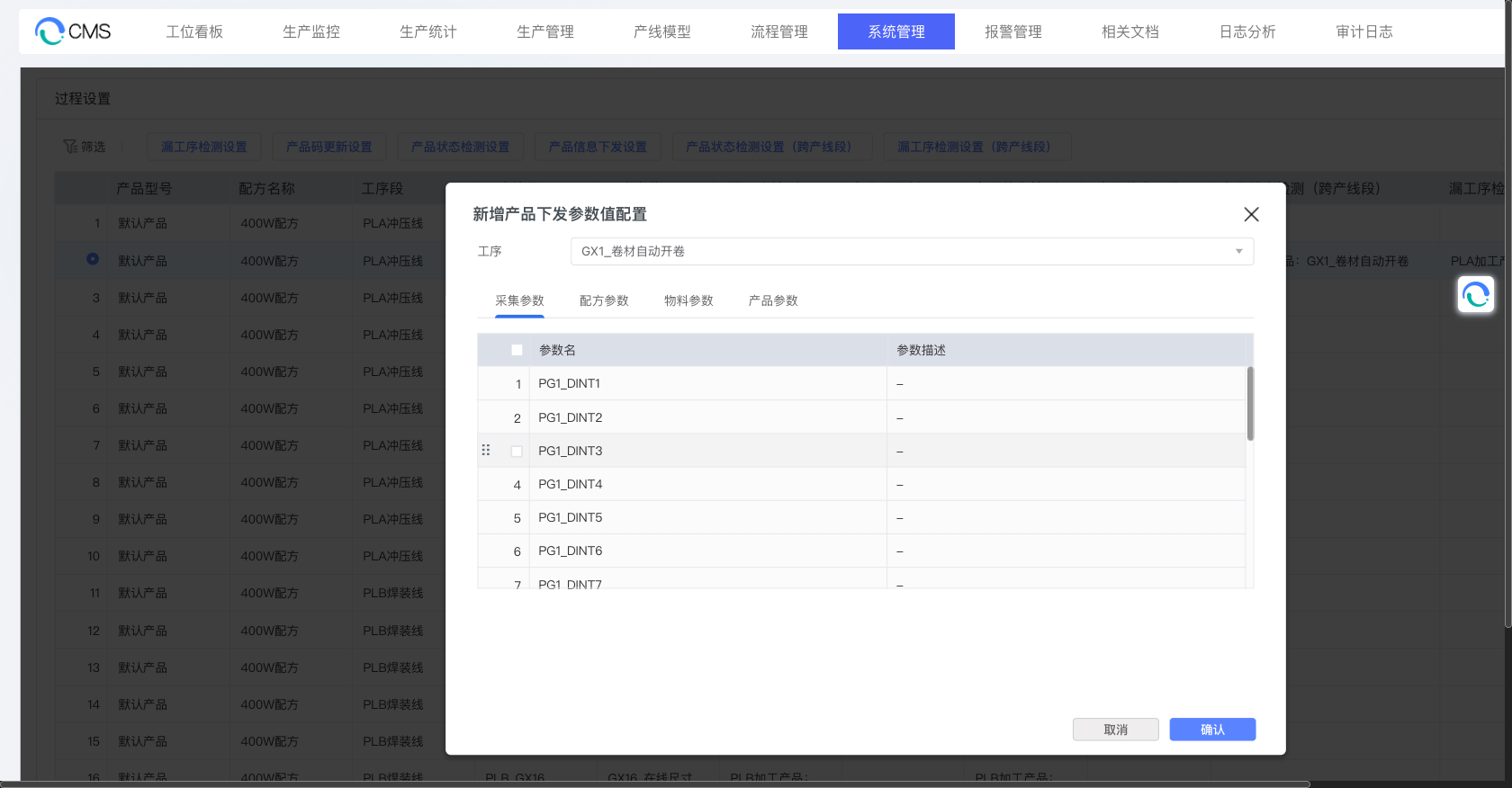
此界面包含:
- 工序选择下拉框:选择需要下发信息的工序(如"GX1_卷材自动开卷")
- 参数类型选项卡:提供四种参数类型供选择
- 采集参数:工序采集的过程参数(如 PG1_DINT1、PG1_REAL1 等)
- 配方参数:配方中定义的工艺参数
- 物料参数:物料相关的参数信息
- 产品参数:产品型号相关的参数
- 参数列表表格:
- 包含"参数名"和"参数描述"两列
- 每行前方有复选框供选择
- 可以选择一个或多个参数进行下发配置
应用场景:
- 设备需要获取产品型号、配�方参数等信息
- 需要将产品追溯信息同步到第三方系统
- 在关键工序前预先下发工艺参数
- 将采集参数、配方参数等信息下发到设备进行自动化控制
2.5 产品状态检测设置
产品状态检测用于验证产品在执行特定工序时是否处于预期状态。点击产品状态检测设置选项卡进行配置。

配置对话框包含:
- 基本信息:显示产品型号(如"日志测试")和当前工序
- 检测配置区域:
- 操作按钮:新增、编辑、删除
- 数据表格:显示"检测部品"(如"主产品"、"MDI_1")和对应的"检测工序名称"(如"GX6_精密修边冲孔、GX7_自动废料分切")
从表格中可以看到,同一个检测配置可以关联多个检测工序,以逗号分隔显示。
2.5 产品状态检测设置(跨产线段)
当产品需要跨多个产线段生产�时,需要配置跨线段的状态检测规则。点击**产品状态检测设置(跨产线段)**选项卡。

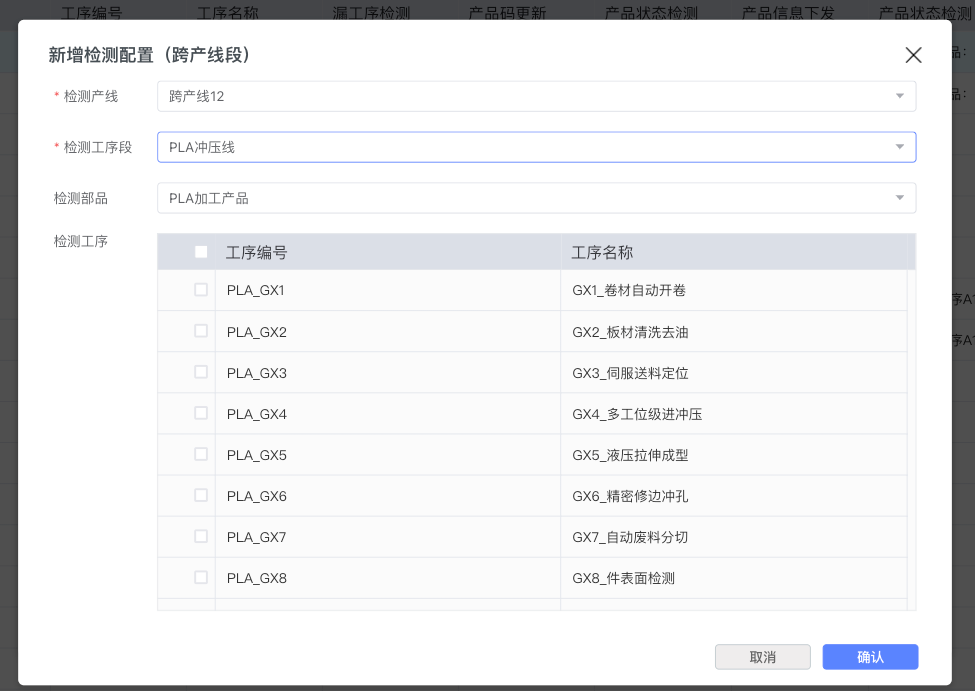
点击新增按钮后,弹出跨线段配置表单:

此表单包含:
- 检测产线:下拉选择框(必填,标记为红色星号),用于选择检测发生的产线(如"跨产线12")
- 检测工序段:下拉选择框(必填),选择具体工序段(如"PLC涂装线")
- 检测部品:下拉选择框,选择检测对象(如"PLA加工产品")
- 检测工序:表格形式展示可选工序列表
- 包含"工序编号"和"工序名称"两列
- 每行前有复选框供选择
- 列表显示该工序段下的所有工序(如"PLC_GX21 - GX21_预脱脂处理"、"PLC_GX22 - GX22_硬化处理"等)
2.6 漏工序检测设置(跨产线段)
跨产线段的漏工序检测用于监控产品在跨线段流转过程中是否遗漏关键检测。点击**漏工序检测设置(跨产线段)**选项卡。

配置对话框显示:
- 基本信息:产品型号和当前工序
- 检测配置:表格显示"检测部品"、"检测工序段"和"检测工序名称"三列
- 示例显示"PLA加工产品"在"PLB焊装线"段需要检测"GX3_伺服送料定位、GX4_多工位级进冲压"等工序
点击新增按钮后弹出的配置界面与产品状态检测(跨产线段)的新增界面结构相同:
此界面同样包含:
- 检测产线下拉框(必填)
- 检测工序段下拉框(必填,如"PLA冲压线")
- 检测部品下拉框(如"PLA加工产品")
- 检测工序列表表格,允许通过复选框多选
2.7 通用操作说明
所有配置对话框都遵循统一的交互规范:
- 关闭对话框:点击右上角的**×**(关闭图标)
- 确认操作:点击右下角蓝色的确认按钮保存配置
- 取消操作:点击灰色的取消按钮放弃本次修改
- 数据为空状态:当某项配置尚未添加任何规则时,表格中央会显示"暂无数据"提示
3. 最佳实践与注意事项
配置建议
- 从关键工序开始配置:优先为质量关键工序(如首件检验、终检等)配置漏工序检测
- 状态检测与工序顺序对应:确保状态检测配置的工序逻辑顺序与实际生产流程一致
- 跨线段配置需谨慎:跨产线段配置涉及多个生产区域,建议先梳理完整的跨线流程再进行配置
- 定期审核配置:当工艺流程发生变更时,及时同步更新过程设置配置
注意事项
- 必填字段标识:带红色星号(*)的字段为必填项,未填写将无法保存
- 多选操作:在工序选择界面,可以通过�勾选多个复选框一次性添加多个工序
- 配置生效时机:配置保存后立即生效,正在运行的生产过程将按新规则执行
- 数据完整性:删除配置前请确认该规则不再需要,删除操作不可恢复