工序管理
1. 模块概述
核心功能: 工序管理模块是LMES系统对产线进行数字化建模的核心组件,包含工序列表、工位列表两个子功能模块,主要完成产线段、工序、工位的定义与配置。
-
组件标识: ProcessManagement
-
组件名称: 工序管理
-
组件分类: run (插件)
-
用户价值: 该模块实现了生产制造流程的数字化管控,通过工序的有序操作和步骤定义,确保产品在进出站生产过程中能够按照标准流程执行,同时支持工位设备与PLC或第三方系统的连接协同和控制交互。一个工序下可以添加多个工位,通常用于并行工位场景,即多个工位执行相同的生产任务以提高产能。
2. 模块详解
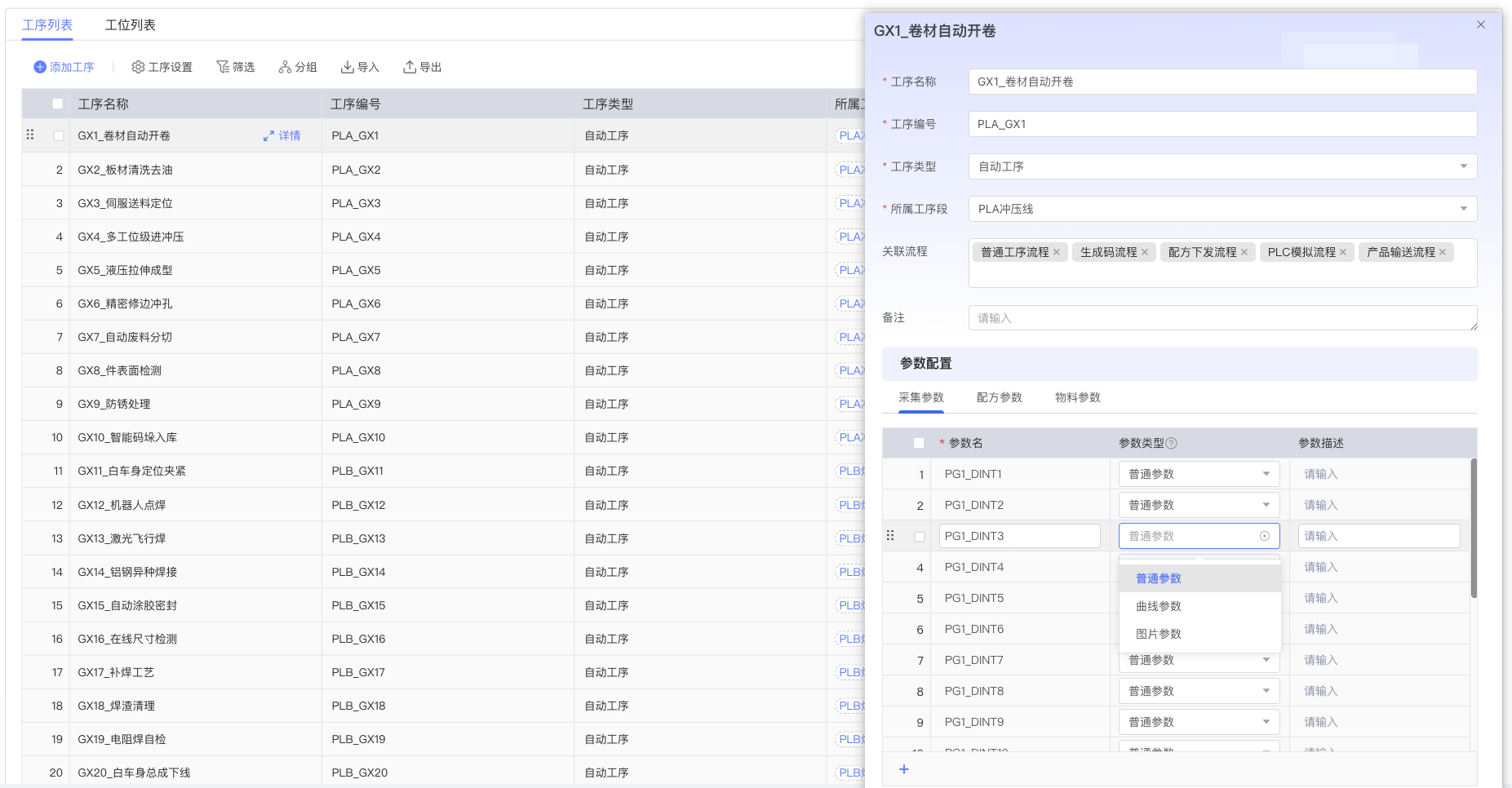
- 界面布局: 工序管理模块采用标签页布局,包含"工序列表"和"工位列表"两个标签页。点击工序或工位可以弹出抽屉式的详情编辑面板,支持工序和工位的新增、编辑、删除等操作。

2.1 工序管理
- 工序列表: 显示已创建的所有工序信息,包括工序名称、工序类型、状态等基本信息。支持按工序段进行分组过滤,也支持工序分组管理。


- 工序编辑: 点击工序行可弹出抽屉式的工序详情编辑面板,支持对选中工序的各项参数进行配置。
2.2 工位管理
- 工位列表: 展示当前工序下配置的工位信息,包括工位编号、工位名称、设备绑定状态等。支持工位分组显示和筛选功能,便于管理并行工位。

支持工位筛选,可以根据不同条件快速定位目标工位:

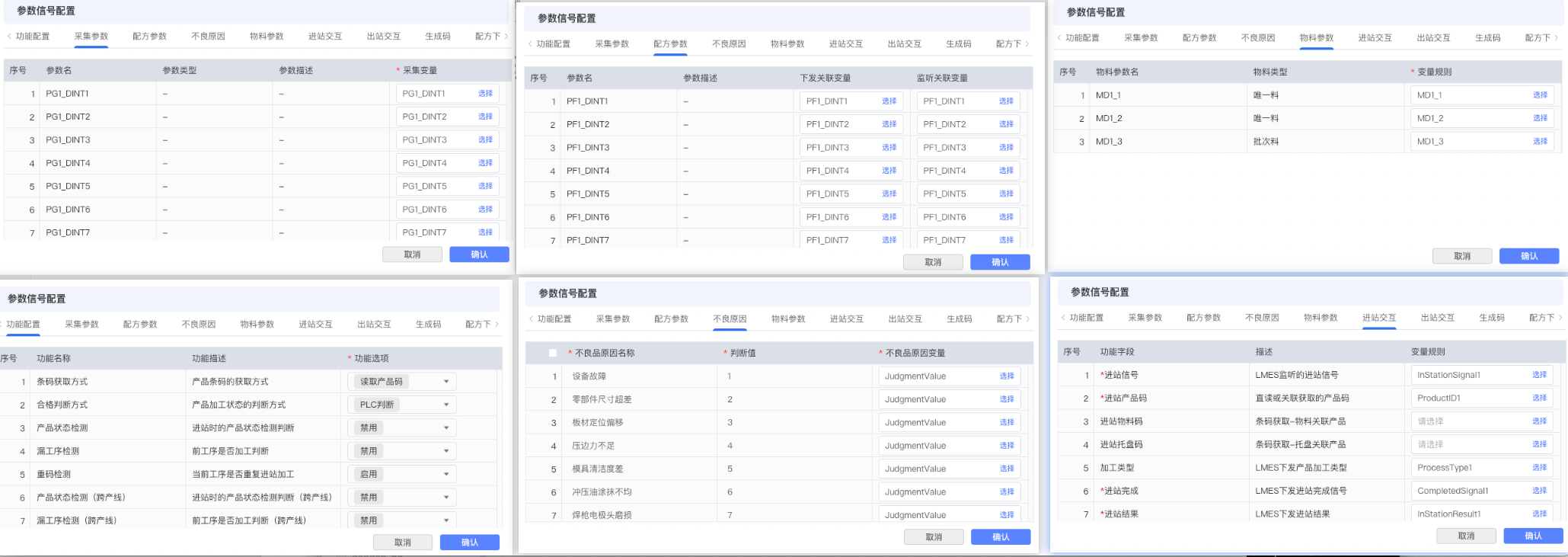
参数信号配置
工位的参数信号配置分为两大类:固有属性配置和流程模板配置。
固有属性配置
这些配置项是工位本身的固有属性,不受关联流程影响:
-
采集参数: 动态加载所选工序配置的采集参数,支持定义参数的采集变量名称。参数的标准值、上限值和下限值在工艺配方侧进行定义。变量名称由CMS基座提供,实际的PLC地址映射在CMS基座的点表配置中维护。
-
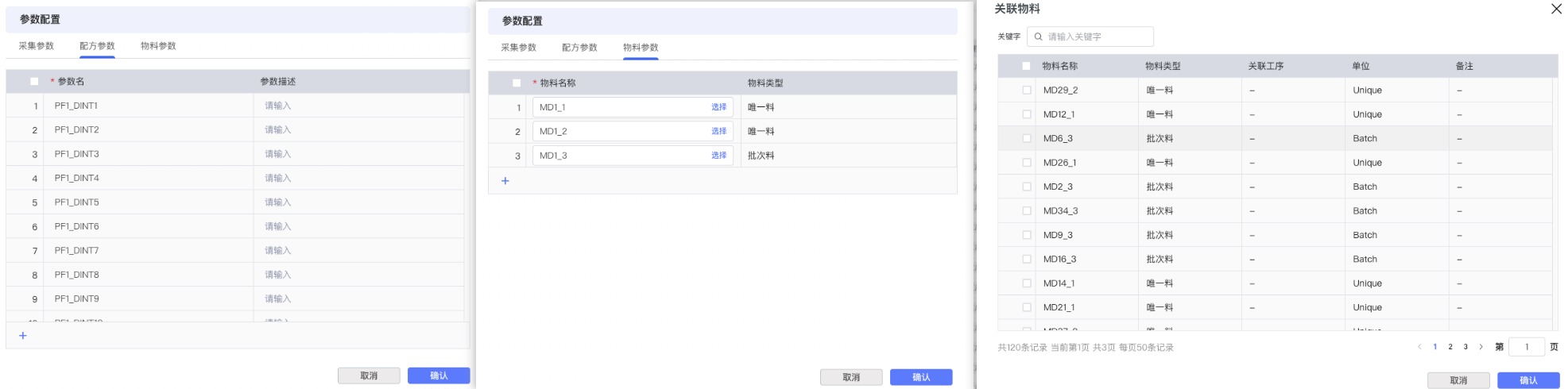
配方参数: 动态加载所选工序配置的配方参数,支持定义参数的下发和监控变量名称。参数的下发值在工艺配方侧进行定义。变量名称与实际设备地址的映射关系在CMS基座中统一管理。
-
物料参数: 动态加载所选工序配置的物料检测信息,支持定义物料检测信号变量名称(检测触发)、物料条码变量名称、物料校验结果变量名称(结果下发)和绑定物料(校验通过后下发条码值用作缓存)。所有变量名称都由CMS基座管理,实际的设备通信地址在基座的点表中配置。
-
不良原因: 支持定义工位的不良原因,根据变量的返回值与列表不良原因设定值的匹配确定加工过程中存在的不良。不良原因列表支持右键添加、删除参数列。这里配置的也是变量名称,而非直接的设备地址。
流程模板配置
这些配置项由工位关联的流程模板动态生成,不同的流程会产生不同的Tab页和配置选项:
- 流程关联: 首先需要为工位选择关联的交互逻辑流程模板,流程模板定义了该工位的交互行为和配置结构。

- 动态配置项: 根据所选流程模板,系统会动态加载相应的配置Tab页,如功能配置、进站交互、出站交互等。每种流程模板都有其特定的配置项组合。在这些配置中涉及的所有变量引用,都是使用CMS基座提供的变量名称,而不是直接的PLC地址。
重要说明:
- 变量管理架构: 工序管理模块中所有的变量配置都是基于变量名称,这些变量名称由CMS基座统一提供和管理。
- 点表配置: CMS基座维护着完整的点表配置,负责将变量名称映射到实际的PLC地址或设备通信地址。
- 流程模板: 流程模板可以理解为工位的交互逻辑配置模板,它定义了:
- 工位支持哪些交互功能
- 需要配置哪些参数变量
- 进站和出站的处理逻辑
- 数据采集和处理方式
选择不同的流程模板,工位的配置界面会展现不同的Tab页和配置选项,确保配置的灵活性和针对性。所有配置过程中引用的变量都是逻辑名称,与底层硬件地址完全解耦。
3. 操作指南
-
任务一:创建新工序
- 步骤一: 点击工序列表上方的"新增工序"按钮。
- 步骤二: 在弹出的工序信息对话框中,填写工序名称、工序类型、描述等基本信息。
- 步骤三: 点击"确认"按钮完成工序创建,系统将在工序列表中显示新创建的工序。
-
任务二:配置工序参数
- 步骤一: 在工序列表中点击需要配��置的工序行。
- 步骤二: 系统将弹出工序详情编辑抽屉,在抽屉中选择相应的配置标签页(采集参数、配方参数、物料参数等)。
- 步骤三: 根据实际需求填写相应的配置参数,包括变量名称、触发条件等。注意这里配置的是由CMS基座提供的变量名称,而非直接的设备地址。
- 步骤四: 点击"保存"按钮确认配置,系统将保存当前工序的配置信息。
-
任务三:配置工位信息
- 步骤一: 切换到"工位列表"标签页。

-
步骤二: 点击"新增工位"按钮,添加新的工位配置。对于需要提高产能的工序,可以添加多个并行工位。
-
步骤三: 点击工位行,弹出工位详情编辑抽屉,填写工位编号、工位名称、设备绑定等工位基本信息。

-
步骤四: 为工位选择关联的流程模板,流程模板决定了工位的交互逻辑和配置选项。
-
步骤五: 根据选择的流程模板,配置工位的固有属性(采集参数、配方参数、物料参数、不良原因)和动态生成的配置项(功能配置、进站交互、出站交互等)。
-
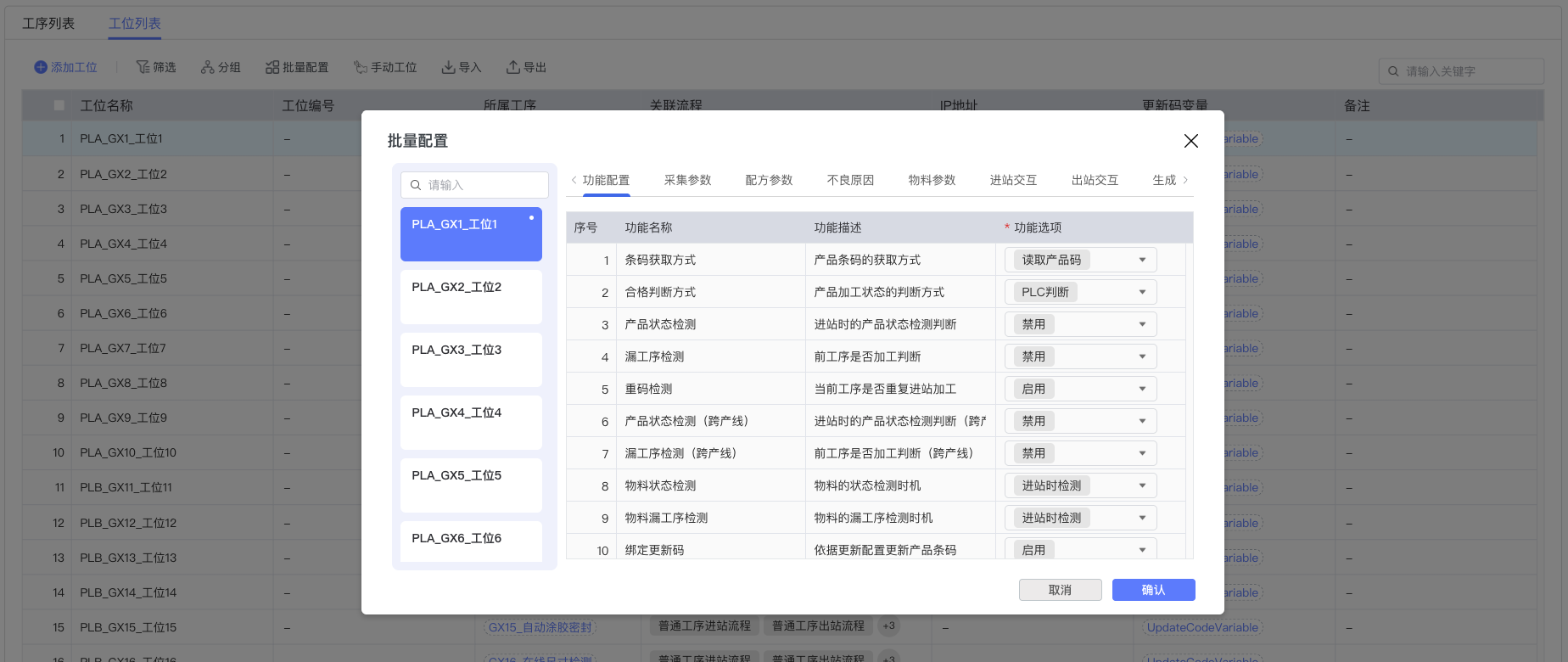
任务四:工位批量配置
当需要为多个并行工位进行相同配置时,可以使用批量配置功能:
- 步骤一: 在工位列表中选择需要批量配置的工位。
- 步骤二: 点击"批量配置"按钮,打开批量配置对话框。
- 步骤三: 在批量配置界面中,可以同时为多个工位设置相同的功能配置、采集参数等。
5. 最佳实践与注意事项
- 最佳实践:
- 建议按照实际生产线的物理布局顺序创建工序,确保工序流转的逻辑性和连贯性。
- 并行工位配置: 当单个工位无法满足产能需求时,可以在同一工序下添加多个并行工位。并行工位应配置相同的流程模板和参数,确保产品在任何一个工位上都能得到一致的处理。
- 在为工位选择流程模板时,应根据工位的实际功能需求选择合适的模板,避免配置冗余或缺失必要功能。
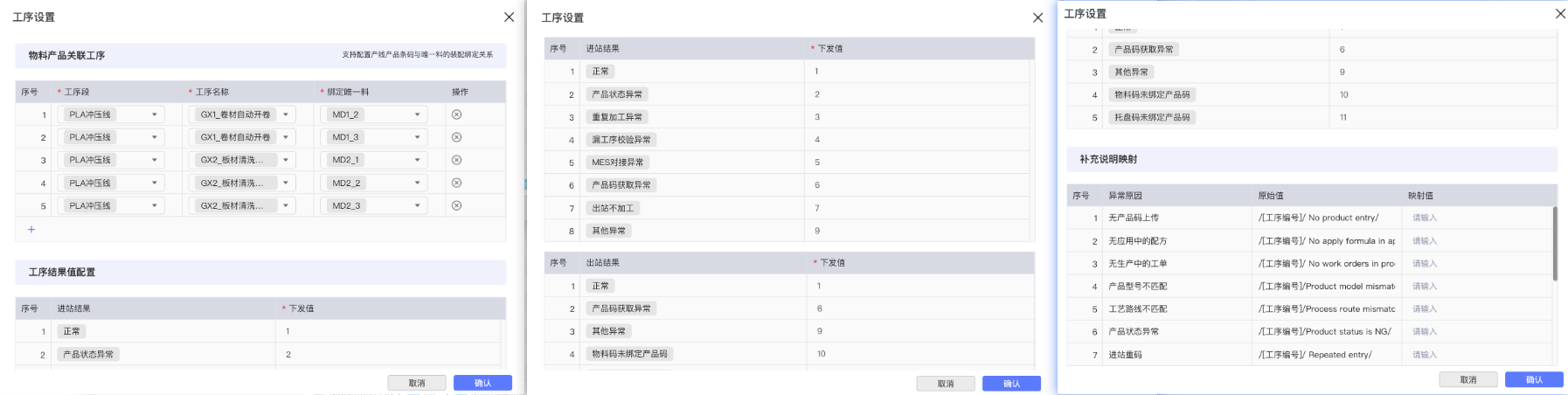
- 利用物料产品关联工序功能支持配置产线产品条码与唯一料的装配绑定关系,通过工序结果值配置用于自定义工序进出站加工结果下发值,补充说明映射用于自定义进出站异常时的下发说明。
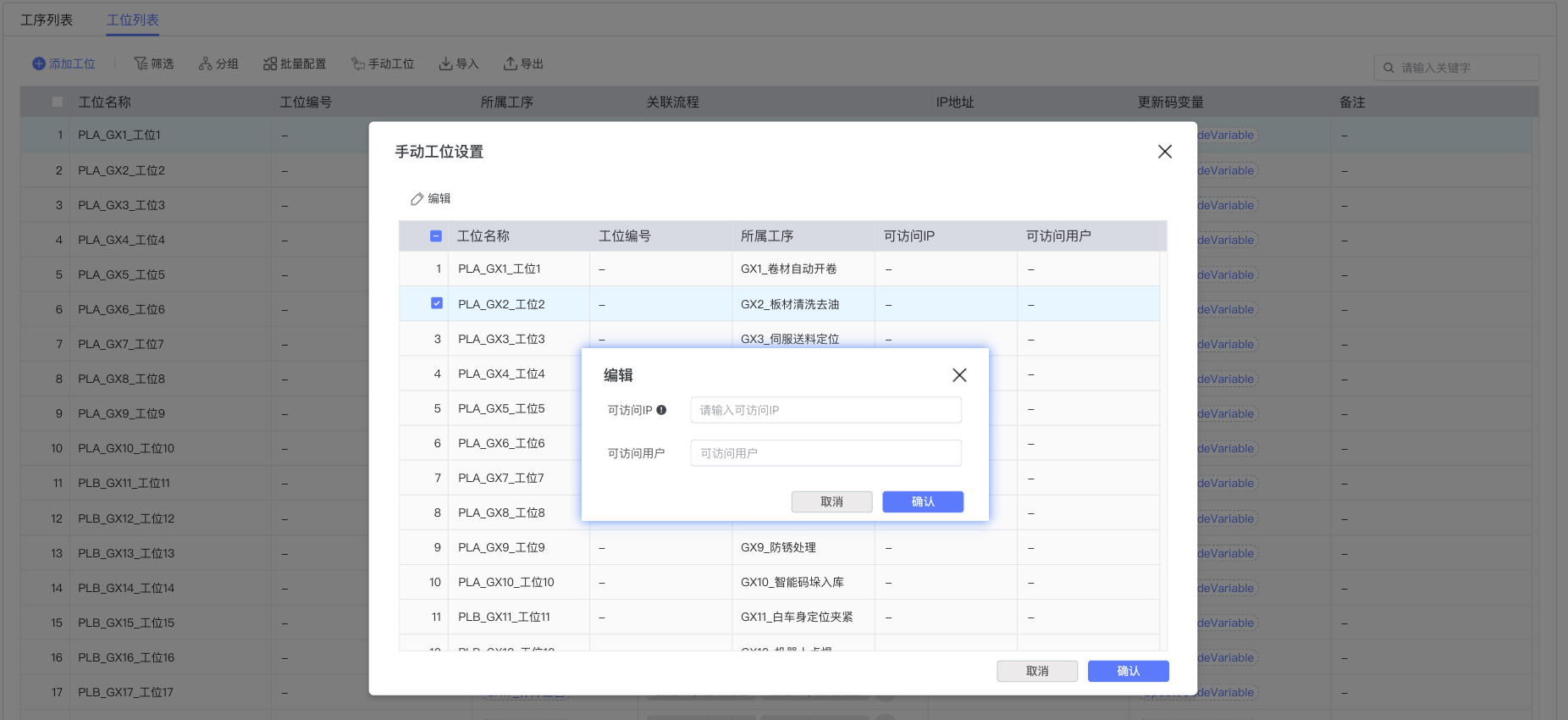
- 对于手动工序(半自动工序),需要配置工位对应的工控机IP地址和可访问用户权限,确保操作人员能够正确访问相应的工控设备。
-
在配置采集参数时,应充分考虑设备的实际采集能力和数据精度要求,同时确保所选变量名称在CMS基座点表中已正确配置。
-
建议在配置工位参数前,先与CMS基座管理员确认所需变量名称的可用性和命名规范。
-
定期检查和更新不良原因配置,确保能够及时识别和记录生产过程中的质量问题。
-
注意事项:
- 工序删除操作不可逆,删除前请确认该工序未被其他模块引用。
- 并行工位管理: 添加并行工位时,确保所有并行工位的配置保持一致性,避免因配置差异导致产品质量不一致。
- 手动工序配置: 对于手动工序(半自动工序),必须正确配置工控机IP地址和可访问用户权限,确保网络连通性和用户权限的有效性。
- 流程模板选择会直接影响工位的配置选项,更改流程模板可能导致现有配置丢失,请谨慎操作。
- 工位的固有属性配置(采集参数、配方参数、物料参数、不良原因)不受流程模板影响,可独立配置。
- 重要: 工位中配置的所有变量都是变量名称,而非实际PLC地址。变量名称必须在CMS基座的点表配置中存在,否则运行时将无法正常通信。
- 变量名称的增加、删除或修改需要在CMS基座层面进行,工序管理模块只负责引用已有的变量名称。
- 进站和出站交互配置由流程模板动态生成,修改前请充分了解流程模板的逻辑结构。
- 物料检测配置关系到产品追溯的准确性,请确保相关变量名称在基座点表中正确配置并可用。
6. 附录
- 术语解释:
- 工序: 产品制造过程中的一系列有序操作或步骤,包含特定的任务和资源要求。
- 手动工序: 也称为半自动工序,需要人工操作配合的工序类型,通常需要配置工控机IP地址和操作用户权限。
- 工位: 生产线上的具体操作位置,是人员、设备、工具的组合体。
- 并行工位: 在同一工序下配置的多个工位,用于执行相同的生产任务以提高产能。并行工位通常具有相同的流程模板和参数配置。
- 流程模板: 工位的交互逻辑配置模板,定义了工位的交互行为、配置结构和处理逻辑。不同的流程模板会为工位提供不同的配置选项和Tab页。
- 固有属性: 工位本身的基本属性配置,如采集参数、配方参数、物料参数、不良原因等,不受关联流程影响。
- 变量名称: 工序管理模块中使用的逻辑变量标识符,由CMS基座统一管理,与实际的硬件地址解耦。
- CMS基座: 系统底层基础平台,负责管理点表配置,维护变量名称与实际设备地址的映射关系。
- 点表配置: CMS基座中维护的变量名称与PLC地址或设备通信地址的映射表,是变量名称与硬件通信的桥梁。
- 采集参数: 从生产设备或传感器中实时采集的数据参数,用于监控生产过程。
- 配方参数: 下发给生产设备的工艺控制参数,用于指导设备按指定工艺执行。
- 物料参数: 与物料检测相关的配置参数,包括物料检测信号、条码变量、校验结果等。
- 进站交互: 产品进入工位时的数据交互和流程控制,由关联的流程模板定义。
- 出站交互: 产品离开工位时的数据交互和流程控制,由关联的流程模板定义。
- PLC: 可编程逻辑控制器,用于工业自动化控制的设备。